हेडस्टोन
पृष्ठभूमि
हेडस्टोनहरू धेरै फरक नामहरूद्वारा चिनिन्छन्, जस्तै स्मारक ढुङ्गाहरू, चिहान मार्करहरू, ग्रेभस्टोनहरू, र टम्बस्टोनहरू।ती सबै हेडस्टोनको प्रकार्यमा लागू हुन्छन्;मृतकको सम्झना र सम्झना।हेडस्टोनहरू मूल रूपमा फिल्डस्टोन वा काठका टुक्राहरूबाट बनाइएका थिए।केही इलाकाहरूमा, ढुङ्गाहरू (जसलाई "ब्वाँसो ढुङ्गा" भनिन्छ) शरीरमा राखिएको थियो ताकि स्याभेजिंग जनावरहरूलाई उथले चिहान खोल्नबाट रोक्नको लागि।
इतिहास
पुरातत्वविद्हरूले निएन्डरथल चिहानहरू फेला पारेका छन् जुन 20,000-75,000 वर्ष पुरानो हो।शवहरू ठूला ढुङ्गाको थुप्रो वा ढोकाहरू ढाकिएको गुफाहरूमा फेला परेका छन्।यो मानिन्छ कि यी चिहान साइटहरू संयोगवश थिए।घाइते वा मरेकाहरूलाई सम्भवतः निको हुन पछाडि छोडिएको थियो, र चट्टान वा ढुङ्गाहरू जंगली जनावरहरूबाट सुरक्षाको लागि गुफाको अगाडि धकेलिएको थियो।इराकको शरिन्दर गुफामा एक व्यक्तिको अवशेष (सी. 50,000 ईसापूर्व) शरीरको वरिपरि फूलहरू छरिएको थियो।
समयसँगै अन्त्येष्टि गर्ने विभिन्न तरिकाहरू विकसित भएका छन्।30,000 ईसापूर्व लगभग 3200 ईसापूर्व इजिप्टका फारोहरूको शवहरू बचाउनको लागि लगभग 30,000 ईसा पूर्वमा आफ्नो मृतकहरू राख्न कफिनहरू प्रयोग गर्ने चिनियाँहरू पहिलो थिए।फिरऊनहरूलाई सार्कोफ्यागसमा राखिनेछ र तिनीहरूका सेवकहरू र भरपर्दो सल्लाहकारहरूको प्रतिनिधित्व गर्ने मूर्तिहरू, साथै सुन र विलासिताहरू बाहिरको संसारमा उनीहरूको स्वीकृति सुनिश्चित गर्नका लागि गाडिनेछ।केही राजाहरूले उनीहरूको वास्तविक सेवकहरू र सल्लाहकारहरूलाई मृत्युमा साथ दिन आवश्यक थियो, र सेवकहरू र सल्लाहकारहरूलाई मारेर चिहानमा राखियो।दाहसंस्कार, जुन मम्मिफिकेशनको रूपमा सुरु भएको थियो, मृतकको डिस्पोज गर्ने एक लोकप्रिय विधि पनि थियो।आज यो संयुक्त राज्य अमेरिका मा 26% र क्यानाडा मा 45% को निपटान विधि को लागी खाता छ।
धर्मको विकास हुँदै गएपछि दाहसंस्कारलाई तुच्छ मानिन थाल्यो।धेरै धर्महरूले दाहसंस्कारलाई प्रतिबन्ध लगाएका थिए, दावी गरे कि यो मूर्तिपूजक रीतिथितिहरूको सम्झना हो।दफन मनपर्ने विधि थियो, र कहिलेकाहीँ मृतकहरूलाई घरमा दिनसम्म राखिन्थ्यो ताकि मानिसहरूले उनीहरूको आदर गर्न सकून्।1348 मा, प्लेगले युरोपमा प्रहार गर्यो र मानिसहरूलाई सकेसम्म चाँडो र शहरहरूबाट टाढा मृतकहरूलाई गाड्न बाध्य तुल्यायो।यी मृत्यु र दफन अनुष्ठानहरू कब्रिस्तानहरू ओभरफ्लो नभएसम्म जारी रह्यो र असंख्य उथला चिहानहरूको कारणले रोग फैलाउन जारी राख्यो।1665 मा, अंग्रेजी संसदले केवल सानो अन्त्येष्टि गर्ने पक्षमा शासन गर्यो र चिहानको कानूनी गहिराई 6 फिट (1.8 मिटर) मा खडा गरिएको थियो।यसले रोगको फैलावटलाई कम गर्यो, तर धेरै चिहानहरू अत्यधिक जनसङ्ख्या हुन जारी राख्यो।
आज देखिने जस्तै पहिलो कब्रिस्तान, 1804 मा पेरिस मा स्थापित भएको थियो र "बगैंचा" कब्रिस्तान भनिन्छ।Pèere-Lachaise धेरै प्रसिद्ध नामहरू जस्तै Oscar Wilde, Frederick Chopin, र Jim Morrison को घर हो।यी बगैंचा कब्रिस्तानहरूमा हेडस्टोन र स्मारकहरू विस्तृत कार्यहरू भए।एकको सामाजिक स्थितिले स्मारकको आकार र कलात्मकता निर्धारण गर्दछ।प्रारम्भिक स्मारकहरूले जीवनमा पछिको जीवनको डर जगाउनको लागि कंकाल र प्रेतहरूसँग भयानक दृश्यहरू चित्रण गरेका थिए।पछि उन्नाइसौं शताब्दीमा, हेडस्टोनहरू शान्तिमय दृश्यहरूको पक्षमा विकसित भए, जस्तै करूबहरू र स्वर्गदूतहरूले मृतकहरूलाई माथितिर लैजाने।संयुक्त राज्यले 1831 मा क्याम्ब्रिज, म्यासाचुसेट्समा माउन्ट एबर्न कब्रिस्तान, आफ्नै ग्रामीण कब्रिस्तान स्थापना गर्यो।
कच्चा पदार्थहरु
प्रारम्भिक हेडस्टोनहरू स्लेटबाट बनेका थिए, जुन प्रारम्भिक न्यू इङ्गल्याण्डमा स्थानीय रूपमा उपलब्ध थियो।लोकप्रिय हुन अर्को सामग्री संगमरमर थियो, तर समय पछि संगमरमर क्षय हुनेछ र मृतक को नाम र विवरण अपरिहार्य थियो।1850 सम्म, ग्रेनाइट यसको लचिलोपन र पहुँचको कारणले मनपर्ने हेडस्टोन सामग्री बन्यो।आधुनिक स्मारकहरूमा ग्रेनाइट मुख्य कच्चा माल प्रयोग गरिन्छ।
ग्रेनाइट एक आग्नेय चट्टान हो जुन मुख्य रूपमा क्वार्ट्ज, फेल्डस्पार र प्लाजियोक्लेज फेल्डस्पारले अन्य साना खनिजहरू मिसाइएको हुन्छ। ग्रेनाइट सेतो, गुलाबी, हल्का खैरो वा गाढा खैरो हुन सक्छ।यो ढुङ्गा बिस्तारै चिसो हुने म्याग्मा (पग्लिएको सामग्री)बाट बनेको हो।चिसो म्याग्मा पृथ्वीको क्रस्टमा परिवर्तन र माटोको क्षरणको माध्यमबाट पत्ता लगाइएको छ।
डिजाइन
हेडस्टोन निजीकृत गर्न अनगिन्ती तरिकाहरू छन्।Epitaphs शास्त्र उद्धरण देखि अस्पष्ट र हास्यपूर्ण बयान को दायरा।सँगैका मूर्तिहरू ढुङ्गाको माथि वा छेउमा नक्काशी गर्न सकिन्छ।हेडस्टोनको आकार र आकार पनि फरक हुन्छ।सामान्यतया, सबै ढुङ्गाहरू मेशिन पालिश र नक्काशी गरिन्छ, त्यसपछि हातले राम्रोसँग विस्तृत।
निर्माण
प्रक्रिया
- पहिलो चरण भनेको प्रकार (सामान्यतया संगमरमर वा ग्रेनाइट) र ढुङ्गाको रंग छनौट गर्नु हो।ग्रेनाइट ब्लक त्यसपछि बेडरोकबाट काटिएको छ।यो गर्ने तीन तरिकाहरू छन्।पहिलो विधि ड्रिलिङ हो।यो विधिले वायमेटिक ड्रिल प्रयोग गर्दछ जसले ग्रेनाइटमा 1 इन्च (2.54 सेन्टिमिटर) अलग र 20 फिट (6.1 मिटर) गहिरो ठाडो प्वालहरू बोर्छ।उत्खननकर्ताहरूले त्यसपछि 4 इन्च (10.1 सेन्टिमिटर) लामो स्टिल बिटहरू प्रयोग गर्छन् जसमा चट्टानको मूल भागमा इस्पात दाँतहरू छन्।
जेट छेदन ड्रिलिङ भन्दा धेरै छिटो छ, लगभग सात गुणा।यस विधिमा एक घण्टामा १६ फिट (४.९ मिटर) उत्खनन गर्न सकिन्छ।यो प्रक्रियाले 2,800°F (1,537.8°C) ज्वालाको रूपमा दबाबयुक्त हाइड्रोकार्बन इन्धन र हावाको मिश्रणलाई बाहिर निकाल्न खोक्रो स्टिल शाफ्टको साथ रकेट मोटर प्रयोग गर्दछ।यो ज्वाला आवाजको गति भन्दा पाँच गुणा छ र ग्रेनाइटमा 4 इन्च (10.2 सेन्टिमिटर) काट्छ।
तेस्रो तरिका सबैभन्दा प्रभावकारी विधि हो, शान्त, र लगभग कुनै फोहोर उत्पादन गर्दैन।वाटर जेट पियर्सिङले ग्रेनाइट काट्न पानीको दबाब प्रयोग गर्छ।त्यहाँ पानी जेट छेदन को दुई प्रणाली छन्, कम दबाव र उच्च दबाव।दुबैले पानीका दुई धाराहरू उत्सर्जन गर्छन्, तर कम चाप प्रणालीका धाराहरू 1,400-1,800 psi अन्तर्गत छन्, र उच्च चापका धाराहरू 40,000 psi अन्तर्गत छन्।जेटबाट पानी पुन: प्रयोग गरिन्छ, र विधिले गल्ती र बर्बाद सामग्रीलाई कम गर्दछ।
- अर्को चरण खदान ओछ्यानबाट ब्लक हटाउन हो।कामदारहरूले 1.5-1.88 इन्च (3.81-4.78 सेन्टिमिटर) कार्बाइडको साथ टिपिएको ठूला वायवीय ड्रिलहरू लिन्छन् र ग्रेनाइटको ब्लकमा तेर्सो रूपमा ड्रिल गर्छन्।त्यसपछि तिनीहरूले प्वालहरूमा कागजले बेरिएको ब्लास्टिङ चार्जहरू राख्छन्।एक पटक चार्जहरू सेट भएपछि, ब्लकले बाँकी चट्टानबाट सफा ब्रेक बनाउँछ।
- ग्रेनाइट ब्लकहरू सामान्यतया लगभग 3 फीट (0.9 मिटर) चौडा, 3 फिट (0.9 मिटर) उचाई, र 10 फिट (3 मिटर) लामो, लगभग 20,250 पाउन्ड (9,185 किलोग्राम) तौल हुन्छन्।कामदारहरूले या त ब्लकको वरिपरि केबल लुप गर्छन् वा हुकहरू दुवै छेउमा ड्रिल गर्छन् र केबललाई हुकहरूमा जोड्छन्।दुबै तरिकामा केबल ठूलो डेरिकसँग जोडिएको छ जसले ग्रेनाइट ब्लकलाई माथि उठाउँछ र फ्ल्याटबेड ट्रकमा यसलाई हेडस्टोन निर्मातामा पुर्याउँछ।खदानहरू स्वतन्त्र रूपमा स्वामित्वमा हुन्छन् र निर्माताहरूलाई ग्रेनाइट बेच्छन्, तर त्यहाँ केही ठूला कम्पनीहरू छन् जुन खदानहरू छन्।
- निर्माण गृहमा पुगेपछि, ग्रेनाइट स्ल्याबहरू कन्वेयर बेल्टमा उतारिन्छन् जहाँ तिनीहरूलाई साना स्ल्याबहरूमा काटिन्छ।स्ल्याबहरू सामान्यतया 6, 8, 10, वा 12 इन्च (क्रमशः 15.2, 20.3, 25, र 30.4 सेन्टिमिटर) बाक्लो हुन्छन्।यो चरण रोटरी हीरा आरा संग गरिन्छ।आरा 5 फीट (1.5 मिटर) वा 11.6 फीट (3.54 मिटर) ठोस स्टील हीरा ब्लेड संग सुसज्जित छ।ब्लेडमा सामान्यतया 140-160 औद्योगिक हीरा खण्डहरू हुन्छन् र 23-25 फिटको औसत काट्ने क्षमता हुन्छ।२(२.१-२.३ मि२) एक घण्टा।
- काटिएका स्ल्याबहरू विभिन्न सङ्ख्यामा घुम्ने हेडहरू (सामान्यतया आठ देखि १३ सम्म) अन्तर्गत ग्रिटको फरक-फरक स्तरहरू मिलाइएका हुन्छन्।
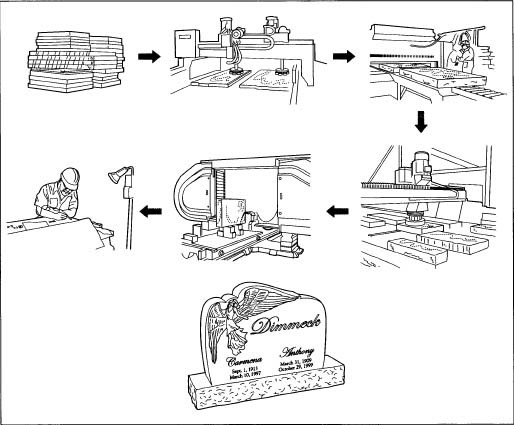
हेडस्टोन को निर्माण।
सबैभन्दा घर्षण देखि न्यूनतम सम्म।सुरुका केही टाउकोमा कडा हीराको ग्रिट हुन्छ, बीचका टाउकोहरू होनिङका लागि हुन्छन्, र अन्तिम केही टाउकोहरू बफर प्याडहरूले सुसज्जित हुन्छन्।यी प्याडहरूमा पानी र एल्युमिनियम वा टिन अक्साइड पाउडर हुन्छ जसले ढुङ्गालाई चिल्लो, चम्किलो फिनिशमा पालिस गर्छ।
- पालिश गरिएको स्ल्याबलाई कन्वेयर बेल्टसँगै हाइड्रोलिक ब्रेकरमा सारिन्छ।ब्रेकर कार्बाइड दाँतले सुसज्जित छ जसले ग्रेनाइट स्ल्याबमा 5,000 psi को हाइड्रोलिक दबाब दिन्छ, ढुङ्गा मार्फत ठाडो काटेर।
- त्यसपछि काटिएको ढुङ्गालाई उपयुक्त आकारमा बनाइन्छ।यो या त हातले छेनी र हथौडाको साथ गरिन्छ, वा अधिक सटीक रूपमा बहु-ब्लेड हीरा आराको साथ।यो मेसिन 30 ब्लेड सम्म समात्न सेट गर्न सकिन्छ, तर सामान्यतया केवल आठ वा नौ संग लोड हुन्छ।नौ ब्लेडहरूले सुसज्जित, यो बहु-ब्लेडेड हीरा आराले 27 फिट काट्न सक्छ२(२.५ मि२) एक घण्टा।
- ढुङ्गाको सतहहरू फेरि पालिश गरिन्छ।अत्यधिक स्वचालित प्रक्रियामा, एक पटकमा 64 टुक्राहरू पालिश गर्न सकिन्छ।
- ठाडो किनारहरू सतह पालिशर जस्तै, स्वचालित पालिश गर्ने मेसिनद्वारा पालिश गरिन्छ।यो मेसिनले सबैभन्दा कठोर ग्रिट टाउको छनोट गर्छ र ढुङ्गाको ठाडो किनारहरूमा काम गर्छ।त्यसपछि मेसिनले किनाराहरू चिल्लो नभएसम्म अन्य ग्रिटहरू मार्फत काम गर्दछ।
- रेडियल किनारहरू दुईवटा हीरा ग्राइन्डिङ ड्रमहरू प्रयोग गरेर एकै समयमा ग्राउन्ड र पालिश गरिएका छन्।एउटामा कठोर ग्रिट हीरा छ, र दोस्रोमा राम्रो ग्रिट छ।ढुङ्गाको रेडियल किनारहरू त्यसपछि पालिश गरिन्छ।
- यदि जटिल ढु stone्गाको आकार आवश्यक छ भने, पालिश गरिएको ढु stone्गालाई हीराको तार आरामा सारिन्छ।अपरेटरले आरालाई समायोजन गर्छ र प्रक्रिया सुरु गर्छ, जसले हेडस्टोनमा आकारहरू कोर्न कम्प्युटर सफ्टवेयर प्रयोग गर्दछ।कुनै पनि राम्रो नक्काशी वा विवरण हात द्वारा समाप्त हुन्छ।
- हेडस्टोन त्यसपछि परिष्करणको लागि तयार छ।रक पिचिङले ढुङ्गाको बाहिरी किनाराहरूलाई हातले छेउछ, थप परिभाषित, व्यक्तिगत आकार दिन्छ।
- अब जब हेडस्टोन पालिश गरिएको छ र ओ आकारको छ, यो उत्कीर्णनको लागि समय हो।स्यान्डब्लास्टिङ सामान्यतया प्रयोग गरिन्छ।हेडस्टोनमा तरल गोंद लगाइन्छ।रबरको स्ट्यान्सिल गोंदमाथि लगाइन्छ र त्यसपछि डिजाइनको कार्बन-ब्याक लेआउटले ढाकिन्छ।कार्बनले ड्राफ्ट्सम्यानले तयार गरेको डिजाइनलाई रबरको स्ट्यान्सिलमा स्थानान्तरण गर्छ।त्यसपछि कामदारले ढुङ्गामा चाहिने अक्षरहरू र डिजाइन सुविधाहरू काट्छन्, तिनीहरूलाई स्यान्डब्लास्टिङमा पर्दाफास गर्दछ।स्यान्डब्लास्टिङ या त म्यानुअल रूपमा वा स्वचालित रूपमा गरिन्छ।कुनै पनि विधि प्रक्रियाको खतराहरूको कारणले एक संलग्न क्षेत्रमा गरिन्छ।ढुङ्गाबाट प्रतिबिम्बित अनाजबाट जोगाउन कामदारलाई पूरै ढाकिएको हुन्छ।पाठ्यक्रम काट्ने घर्षण १०० psi को बलमा प्रयोग गरिन्छ।धूलो सङ्कलनकर्ताहरूले पुन: प्रयोगको लागि धुलो सङ्कलन र बचत गर्छन्।
- ढुङ्गालाई कुनै पनि बाँकी रहेको स्टेंसिल वा ग्लुबाट छुटकारा पाउनको लागि उच्च दबाव स्टीमको साथ स्प्रे गरिन्छ।यसलाई फेरि पालिश गरिन्छ र नजिकबाट निरीक्षण गरिन्छ, त्यसपछि सेलोफेन वा भारी कागजमा फिनिश सुरक्षित गर्न प्याकेज गरिन्छ।प्याकेज क्रेटमा राखिन्छ र ग्राहक वा अन्त्येष्टि निर्देशकलाई पठाइन्छ।
गुणस्तर नियन्त्रण
गुणस्तर नियन्त्रण दृढतापूर्वक निर्माण प्रक्रिया भर लागू गरिएको छ।रफ ग्रेनाइटको प्रत्येक स्ल्याब रङ स्थिरताको लागि जाँच गरिन्छ।प्रत्येक पालिशिंग चरण पछि, हेड स्टोन त्रुटिहरूको लागि जाँच गरिन्छ।चिप वा स्क्र्याचको पहिलो चिन्हमा, ढुङ्गालाई रेखाबाट हटाइन्छ।
उप-उत्पादन / अपशिष्ट
उत्खननमा प्रयोग गरिएको काट्ने प्रक्रियामा निर्भर गर्दछ, फोहोर फरक हुन्छ।ड्रिलिंग उत्खननको सबैभन्दा कम सटीक विधि हो, जसले गर्दा सबैभन्दा बढी फोहोर उत्पादन हुन्छ।वाटर जेट विधिले सबैभन्दा कम मात्रामा ध्वनी प्रदूषण र धुलो उत्पादन गर्छ।यो अन्य प्रक्रियाहरू भन्दा बढी ईन्धन कुशल पनि छ, र पानी पुन: प्रयोग गर्न सक्षम बनाउँछ।स्यान्डब्लास्टिङ गर्दा बालुवाका कणहरू सङ्कलन गरी पुनः प्रयोग हुने भएकाले फोहोर पनि थोरै हुन्छ।निर्माणबाट कुनै पनि दोषपूर्ण ग्रेनाइट ढुङ्गाहरू सामान्यतया अन्य निर्माण कम्पनीहरूलाई बेचिन्छ वा विदेशमा निर्यात गरिन्छ।अन्य गुणस्तरहीन ढुङ्गाहरू खारेज गरिन्छ।
भविष्य
त्यहाँ धेरै नयाँ प्रविधिहरू छन् जसले हेडस्टोनहरूमा डिजाइनहरू नक्काशी गर्न नवीन सफ्टवेयर प्रयोग गर्दछ।लेजर नक्काशी एउटा आगामी विकास हो जसले चित्रहरू र थप जटिल डिजाइनहरूलाई लेजर बीम प्रयोग गरेर हेडस्टोनमा राख्न अनुमति दिन्छ।लेजरको तापले ग्रेनाइटको सतहमा क्रिस्टलहरू पप गर्छ, जसको परिणामस्वरूप उच्च, हल्का रङको नक्काशी हुन्छ।
ग्रेनाइटको ह्रास निकट भविष्यमा अनुमानित छैन।खानीहरू उत्खनन हुँदा, नयाँ स्रोतहरू विकास हुन्छन्।त्यहाँ धेरै नियमहरू छन् जसले ग्रेनाइटको मात्रा सीमित गर्दछ जुन एक पटकमा निर्यात गर्न सकिन्छ।मृतकको निपटानको वैकल्पिक विधिहरू पनि कारक हुन् जसले हेडस्टोनको उत्पादनलाई सीमित गर्न सक्छ।
पोस्ट समय: जनवरी-05-2021